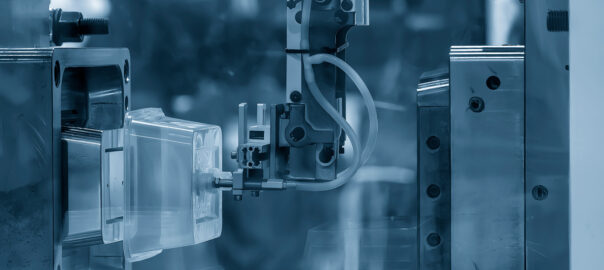
Industrial valve manufacturer factory in China
-

- April 03rd, 2026
- 3,769 views


FREE SEO Topical Map Generator: Find Your Next Content Ideas
- China Valmax Valve Co., Ltd.
China Valmax Valve Co., Ltd. is a premier industrial valve manufacturer and supplier based in China, specializing in the design, production, and distribution of a comprehensive range of high-quality industrial valves. With decades of experience in the valve industry, we have established a solid reputation as a reliable partner for global customers, integrating professional R&D capabilities, advanced manufacturing technology, strict quality control systems, and efficient after-sales service into every link of our operation. Our core product portfolio covers a wide spectrum of industrial valves, including ball valves, gate valves, globe valves, check valves, strainers, butterfly valves, plug valves, and control valves, most of which are available from ready stock to ensure fast delivery and responsive service for our global customers. Each product series is available in various specifications, materials, and pressure ratings, tailored to meet the specific needs of different application scenarios and industry standards.
Industrial valve manufacturer factory in China
As a technology-driven enterprise, we place strong emphasis on the research and development of industrial valve solutions, regarding technological innovation as the core driving force for our sustainable development. We have built a professional R&D team composed of senior engineers and technical experts with rich experience in valve design and manufacturing, who are dedicated to continuously optimizing product performance, material application, and structural design. Our R&D center is equipped with advanced simulation testing equipment and experimental facilities, allowing us to conduct in-depth research on new materials, new processes, and new product structures, and quickly convert technological achievements into practical products. We closely follow the latest industry trends and international standards, constantly upgrading our products to meet the stringent requirements of various industries such as oil and gas, petrochemical, power generation, water treatment, metallurgy, chemical engineering, mining, and general industrial applications. Whether it is high-temperature, high-pressure, corrosive, or harsh working environments, our valves can deliver stable and reliable performance, providing strong support for the safe and efficient operation of customers' production systems.
The company operates two professional processing and manufacturing bases, strategically located in areas with convenient transportation and complete industrial supporting facilities, covering a total area of 34,000 square meters. These bases are equipped with advanced production lines, including CNC lathes, milling machines, drilling machines, grinding machines, and welding equipment, as well as standardized clean workshops and assembly lines, which greatly improve production efficiency and product precision. We maintain an annual production capacity of up to 7,000 tons, enabling us to fulfill both small-batch customized orders and large-scale bulk supply contracts efficiently. Our flexible production mode allows us to quickly respond to customers' personalized needs, whether it is customizing valve sizes, materials, connection methods, or adding special functional designs, we can provide professional solutions and deliver products on time.
Quality is the cornerstone of our development, and we implement strict and scientific management systems throughout the entire production process — from raw material procurement and precision machining to assembly, pressure testing, and final inspection. We have established a strict raw material inspection mechanism, selecting high-quality carbon steel, stainless steel, alloy steel, and other special materials from well-known domestic and foreign suppliers, and conducting rigorous testing on the chemical composition, mechanical properties, and corrosion resistance of raw materials to ensure that the quality of raw materials meets the requirements. In the machining process, we adopt precision machining technology and advanced quality detection equipment to monitor the size, precision, and surface quality of each part in real time, eliminating unqualified products in the bud. After assembly, all valves undergo strict pressure testing, including hydrostatic testing, pneumatic testing, and leak testing, to ensure that the sealing performance and pressure-bearing capacity of the valves meet international standards such as API, ANSI, DIN, GB, and JIS. Our integrated quality control system ensures that every valve product delivered to customers is of exceptional reliability, durability, and sealing performance, and fully satisfies the diverse and high-standard demands of our domestic and overseas clients.
As a professional Chinese manufacturer, we are committed to providing high-quality industrial products with competitive pricing and advanced production capabilities. We adhere to the principle of "customer-centric, quality-oriented, innovation-driven, and win-win cooperation", and have established long-term and stable cooperative relationships with customers in more than 50 countries and regions around the world, including Europe, North America, South America, the Middle East, Africa, and Southeast Asia. Our products are highly recognized and trusted by global customers for their excellent quality, reasonable price, and thoughtful service. In addition to providing high-quality products, we also offer comprehensive after-sales service, including technical consultation, installation guidance, maintenance training, and quick response to after-sales problems. Our professional after-sales team is on call 24 hours a day to provide timely and effective solutions for customers, ensuring the smooth operation of their equipment and minimizing production losses.
Enhance our core competitiveness
In order to further enhance our core competitiveness, we continue to increase investment in technology research and development and equipment upgrading, and actively introduce advanced management concepts and production technologies from abroad. We have obtained a number of national patents for invention and utility model, and passed various international certifications such as ISO9001 quality management system certification, ISO14001 environmental management system certification, OHSAS18001 occupational health and safety management system certification, and API 6D certification. These certifications not only demonstrate our strong technical strength and strict quality management level but also lay a solid foundation for our products to enter the international market.
Looking forward to the future, China Valmax Valve Co., Ltd. will continue to adhere to the development concept of "innovation, quality, efficiency, and service", continuously improve product quality and technical level, expand market share, and strive to become a world-class industrial valve manufacturer and supplier. We sincerely welcome customers from all over the world to visit our company, conduct exchanges and cooperation, and create a better future together. Whether you are looking for standard industrial valves or customized valve solutions, Valmax Valve is your reliable choice, providing you with high-quality products and professional services that exceed your expectations.China manufacturer offers high-quality industrial products with competitive
pricing and advanced production capabilities.
Related Posts





Note: IndiBlogHub is a creator-powered publishing platform. All content is submitted by independent authors and reflects their personal views and expertise. IndiBlogHub does not claim ownership or endorsement of individual posts.
Please review our Disclaimer and Privacy Policy for more information.